-

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐 10
10

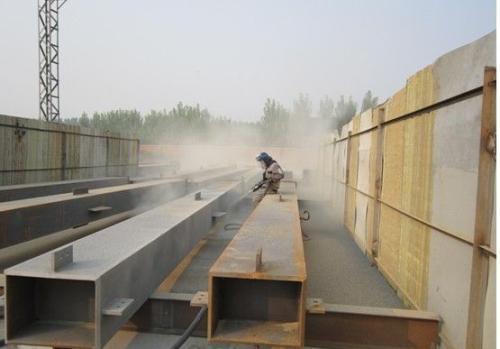
喷砂除锈注意事项
(一)1. 喷砂前钢材表面沾污的油脂必须清理干净(推荐用清洗剂进行清洗)
2. 抛丸、喷砂过程种和施工后,钢材表面必须避免油脂重新沾污
(二)1. 环境条件:环境温度应**大气雾点3℃;相对湿度应小于或等于85%,遇下雨、结露等气候时,严禁进行抛砂/
丸除锈作业。
2. 磨料:抛丸所用磨料应采用符合国家标准要求的铸钢丸和铸钢砂,粒度宜为0.7~1.0mm,磨料必须保持干燥、清
洁不得使用被油脂污染了的磨料。
3. 钢砂/丸配比。考虑到施工效率和除锈质量的要求,抛丸时所用的磨料应在现场用钢丸和钢砂掺混使用,磨料
配比建议为“S330型钢丸与G25型钢砂的掺混比为3:7
4. 抛丸机行走速度要调节适当,达到粗糙和清洁度要求。
5. 抛丸处理后的表面应注意保护,避免二次污染。油漆涂装前应对检验合格的除锈表面进行吹灰。
6. 喷砂除锈后应尽快施涂环氧富锌涂料,一般不应**过4h。可分块进行表面处理,经自检和监理检验合格后,尽
快使用油漆涂装。
(三)1. 为确保抛丸或喷砂后钢材表面达到规定的清洁度和表面粗糙度,推荐使用棱角状或圆珠状的粒度为0.3-0.8mm
的砂。
2. 所用磨料应是清洁干燥的,不可被**物沾污。
3. 压缩空气:喷砂用压缩空气,压力应不低于0.6Mpa
喷砂除锈标准Sa2.5级详细说明
(Sa2.5级粗糙度样板,ISO8503标准粗糙度样板,喷砂粗糙度样板,喷丸粗糙度样板)
Sa1级—轻度的喷射或抛射除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油裸涂层等附着物;
Sa2级—彻底的喷射或抛射除锈,钢材表面会无可见的油脂和污垢,并且氧化庠(xiáng)、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的;
Sa2.5级—非常彻底的喷射或抛射除锈,钢材表面会无可见的油脂、污垢,氧化皮、铁锈和油漆涂层附着物,任何残留的痕迹便是点状或条纹状的轻微色斑;
Sa3级—使钢材表现洁净的喷射或抛射除锈。
对于手工和动力工具除锈过的钢材表面,有两个除锈等级:
St2级—彻底的手工和动力工具除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化成、铁锈和油漆涂层等附着物;
St3级—非常彻底的手工和动力工具除锈,钢材表面呈无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
英国 ELCOMETER (易高) E125粗糙度比较板·适用于喷砂和喷丸·公制单位·符合ISO8503标准E125粗糙度比较板由高纯度镍电镀的特定低碳钢制成;比较板上有细砂型和喷丸型两种规格;符合ISO8503标准所规定的细、一般、粗糙三个等级;达到喷砂、喷丸清除表面的Sa2.5级和Sa3级标准准。


