-

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐

江苏衡直建设工程有限公司
主营:烟囱拆除,烟囱维修,喷砂除锈,烟囱美化,烟囱防腐 10
10

钢板表面除锈的方法有:
1、 抛丸除锈:利用机械设备的高速运转把一定粒度的钢丸靠抛头的离心力抛出,被抛出的钢丸与构件猛烈碰撞打击从而达到*除钢材表面锈蚀的目的的一种方法。它使用的钢丸品种有:铸铁丸和钢丝切丸两种,铸铁丸是利用熔化的铁水在*并急速冷却的情况下形成的粒度在2~3mm铁丸,表面很圆整。它成本相对便宜但耐用性稍差。在抛丸过程中经反复的撞击铁丸被粉碎而当作粉尘排除。钢丝切丸是用废旧钢丝绳的钢丝切成2mm的小段而成,它的表面带有尖角,除锈效果相对高且不易破碎使用寿命延长,但价格有所提高。后者的抛丸表面更粗糙一些。
2、 喷丸除锈:利用高压空气带出钢丸*到构件表面达到的一种除锈方法。
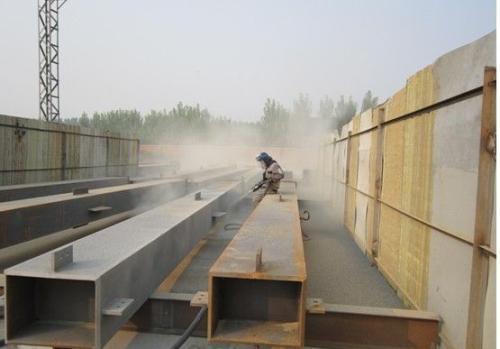
3、喷砂除锈:利用高压空气带出石英砂*到构件表面达到的一种除锈方法。石英砂的来源有:河砂、海砂及人造砂等。砂的成本低且来源广泛,但对环境污染大;除锈完全靠人工*作,除锈后的构件表面粗糙度小,不易达到摩擦系数的要求。海砂在使用前应除其盐份。
以上两种除锈方法对环境湿度要求小于85%。
4、洗除锈:清洗除锈亦称化学除锈,其原理是利用清洗液中的*与金属氧化物进行化学反应,使金属氧化物溶解,而除去钢材表面的锈蚀和污物。但清洗不能够达到抛丸或喷丸的表面粗糙度效果。且在清洗除锈后一定要大量清水清洗并钝化处理;它所形成的大量废水、如果处理不当还会造成金属表面过蚀,形成麻点。目前很少采用。
5、手工和动力除锈:工具简单施工方便。但劳动强度大,除锈质量差。该法只有在其他方法都不具备的条件下才能局部采用。比如个别构件的修整或安装工地的局部除锈处理等。

【清理等级】?? ??也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;*二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、
Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:???
??Sa1级——相当于美国SSPC—SP7级。采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度较低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。Sa1级也叫做手工刷除清理级。(或清扫级)??
??Sa2级——相当于美国SSPC—SP6级。采用喷砂清理方法,这是喷砂处理中较低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。Sa2级处理
的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不**过每平方米表面的33%,可包
括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。Sa2级也叫商品清理级(或
工业级)。??
??Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。Sa2.5级也叫近白清理级(近白级或出白级)。Sa2.5级处理的技术标准:同Sa2要求前半
部一样,但疵点限定为不**过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。??
??Sa3级——级相当于美国SSPC—SP5级,是工业上的较高处理级别,也叫做白色清理级(或白色级)。Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈
蚀等都不得不存在了。